

磨齿磨砂轮的应用
磨齿是齿形加工中精度最高的一种方法。适用于淬硬齿轮的精加工,其加工精度可达到4~6级,最高3级,齿面粗糙度值Ra为0.8~0.2um。磨齿对磨前齿轮误差或热处理变形有较强的修正能力,故多用于高精度的硬齿面齿轮、插齿刀和剃齿刀等的精加工,但生产率低,机床结构复杂,调整困难,加工成本高。 磨齿方法有仿形法和展成法两大类。生产中常用展成法。展成法可分为锥面砂轮磨齿、蝶形砂轮磨齿、蜗杆砂轮磨齿等
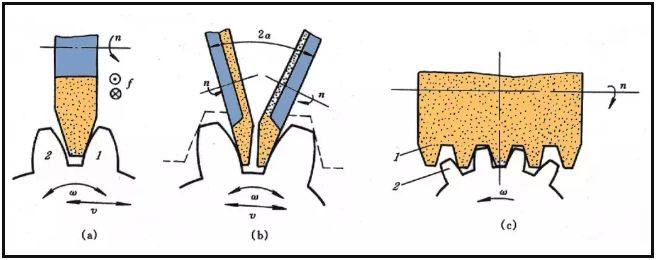
面砂轮磨齿
砂轮截面呈锥形,相当于齿条的一个齿。磨齿时,砂轮一面高速旋转;一面沿齿槽方向往复运动以磨出全齿宽;工件一面旋转,一面移动,实现展成运动。在工件的一个往复过程中,先后磨出齿槽的两个侧面,然后工件快速离开砂轮进行分度,磨削下一个齿槽。
这种磨齿法砂轮刚性好,磨削效率较高;但机床传动链复杂,磨齿精度较低,一般为5~6级,多用于成批生产中磨削6级精度的淬硬齿轮。 (图a)
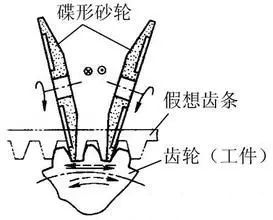
蝶形砂轮磨齿
两片蝶形砂轮倾斜安装以构成齿条齿形的两个侧面。磨齿时,砂轮作高速旋转;工件一面旋转,一面移动,实现展成运动;工件沿轴线方向慢速进给运动以磨出全齿宽。当一个齿槽的两侧面磨完后,工件快速离开砂轮进行分度,磨削下一个齿槽。
这种磨法的展成运动是通过滑座和滚圆盘钢带机构实现的,传动环节少,传动误差小,分齿精度较高,故加工精度可达3~5级;但砂轮刚性差,切深小,生产率低,故加工成本较高,适用于单件小批生产高精度的直齿圆柱齿轮、斜齿轮的精加工。
蜗杆砂轮磨齿
蜗杆砂轮磨齿原理与滚齿相似,其砂轮作成蜗杆状,砂轮高速旋转,工件通过机床的两台同步电动机作展成运动,工件还沿轴向作进给运动以磨出全齿宽。
为保证必要的磨削速度,蜗杆砂轮直径较大(200~400),且转速较高(2000r/min),又是连续磨削,所以生产率很高。磨削精度一般为5级,最高可达3级,适用于大、中批生产的齿轮精加工。
扬中市飞宇磨具有限公司—高端磨削方案解决供应商